 Polski
Polski English
English
Wprowadzenie
Lutowanie ołowiowe stanowiło przez lata powszechną praktykę w przemyśle elektronicznym, zapewniając niezawodne połączenia w różnych urządzeniach. Jednak z upływem czasu pojawiły się obawy dotyczące wpływu ołowiu na zdrowie ludzi oraz środowisko, co doprowadziło do popularyzacji stopów bezołowiowych.
Ten artykuł ma na celu omówienie stopów do lutowania ołowiowego które, choć obecnie podlegają restrykcjom, nadal znajdują zastosowanie w niektórych przypadkach.
Rodzaje stopów ołowiowych
Stopy ołowiowe w przemyśle elektronicznym są określone w normie EN ISO 9453 oraz w J-STD-006. W zależności od proporcji ołowiu do cyny oraz dodatku innych pierwiastków można uzyskać lutowie o różnej temperaturze topnienia i wytrzymałości mechanicznej. Najczęściej spotykane domieszki innych pierwiastków to srebro (Ag) lub bizmut (Bi). Rzadziej stosowano antymon (Sb) lub ind (In).
Materiały typowo są dostępne w formie drutów, płaskowników oraz past do lutowania SMT. Druty do lutowania ręcznego zazwyczaj zawierają topnik.
Najczęściej spotykane rodzaje stopów ołowiowych w lutowaniu w przemyśle elektronicznym:
Cyna, ołów
Najczęściej stosowany materiał w lutowaniu ołowiowym w elektronice. Popularny stop eutektyczny to Sn63Pb37 (63% cyny, 37% ołowiu), którego temperatura topnienia wynosi 183°C. Stosuje się także stop Sn60Pb40, który jednak nie jest eutektyczny i jego temperatura topnienia to 183-191°C[1,2].
Cyna, ołów, srebro
Dodatek srebra zwiększa wytrzymałość mechaniczną oraz nieco obniża temperaturę topnienia. Przykładowo stop Sn62Pb36Ag2 to eutektyczne lutowie, którego temperatura topnienia wynosi 179°C. Najczęściej spotykany w formie pasty lutowniczej SMT.
Cyna, ołów, bizmut
Bizmut w stopie cynowo-ołowiowym powoduje obniżenie temperatury topnienia, co jest niewątpliwie zaletą, ponieważ redukuje stres termiczny dla komponentów. Natomiast wadą w porównaniu do stopów cyna-ołów jest mniejsza odporność na stresy termiczne, więc jest niezalecany do aplikacji z wyższą temperaturą pracy.
Przykładowo stop Sn34Pb20Bi46 (46% bizmutu) jest eutektyczny i jego temperatura topnienia wynosi 100°C. Natomiast stop Sn43Pb43Bi14 (14% bizmutu) już nie jest eutektyczny, temperatura jego topnienia to zakres 144-163°C[2].
Co ciekawe, bizmut w niewielkich ilościach dodany do lutowia cyna-ołów poprawia parametry mechaniczne lutowia bez znaczącego obniżenia temperatury topnienia[2].
Stop eutektyczny
Nazwa "eutektyczny" wywodzi się z greckiego słowa "eutektos", co znaczy "łatwo topliwy".
Stop eutektyczny to taki stop lutowniczy, którego temperatura topnienia i krzepnięcia jest taka sama i oczywiście jest to jego najniższa temperatura topnienia. Dobrym przykładem jest Sn63Pb37, który topi się i krzepnie w temperaturze 183°C. Ta temperatura topnienia jest znacznie niższa niż temperatura topnienia czystego metalu, która wynosi odpowiednio 232°C dla cyny i 327°C dla ołowiu.
Poniższy wykres fazowy cyna-ołów przedstawia relację między tymi dwoma pierwiastkami oraz stany skupienia. Punkt oznaczony 183°C to właśnie najniższa temperatura, gdzie jednocześnie faza ciekła i faza stała spotykają się ze sobą, nie ma fazy przejściowej.
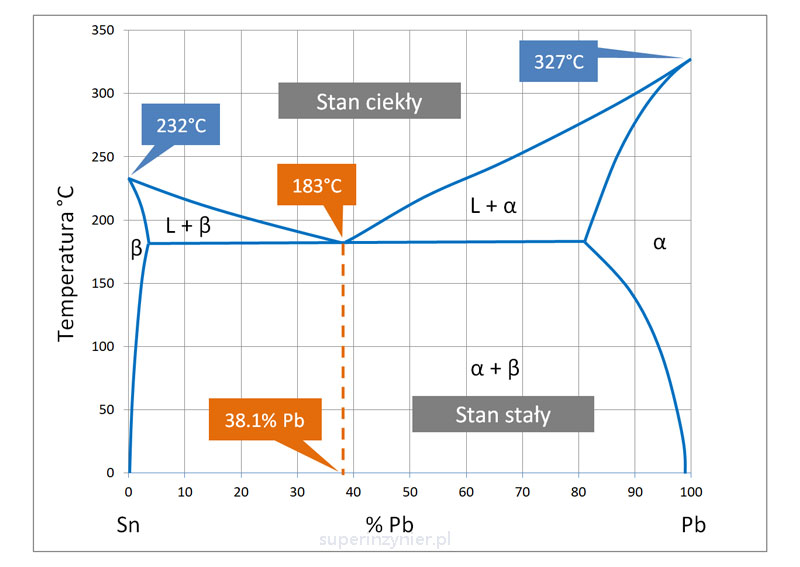
Co ciekawe, proporcja cyny do ołowiu w tym punkcie wynosi dokładnie 61.9/38.1, a nie 63/37. W takim razie, dlaczego stop Sn63Pb37 określany jest jako eutektyczny? Okazuje się, że cyna nieco szybciej się utlenia niż ołów oraz nieco szybciej wiąże się z materiałem bazowym lutowanej powierzchni, więc niewielki naddatek cyny jest pomocny w praktycznym uzyskaniu najniżej temperatury topnienia[3].
Stopy eutektyczne umożliwiają szybszy proces lutowania. Stop w formie całkowicie płynnej łatwiej zwilża lutowane powierzchnie. Eutektyczność stopu powoduje lokalnie równomierne krzepnięcie lutowia co w efekcie wytwarza gładką powierzchnię lutu. Stop eutektyczny ma więc tendencję do tworzenia gładkiego, błyszczącego połączenia lutowanego.
Wygląd
Lutowie ołowiowe w porównaniu do większości spoin bezołowiowych charakteryzuje się bardziej błyszczącą i gładką powierzchnią oraz mniejszym kątem zwilżenia. Takie cechy ułatwiają inspekcję wizualną połączeń lutowanych w przemyśle elektronicznym.
Więcej o kącie zwilżenia oraz o zjawisku zwilżenia możesz przeczytać w: Podstawy lutowania w elektronice oraz w artykule: Lutowanie - brak zwilżenia.
Zanieczyszczenia
Jeżeli stop lutowniczy jest w tyglu czy też we wannie lutowniczej, warto pamiętać, że może zostać zanieczyszczony przez inne pierwiastki. To może spowodować zmianę właściwości mechanicznych stopu oraz przesunięcie jego temperatury topnienia i krzepnięcia.
Pierwiastki, o których mowa mogą wydzielać się ze ścianki tygla, wanny lutowniczej lub po prostu z powierzchni lutowanych materiałów. Przykładowo, kontakt ciekłego lutowia z miedzianymi polami lutowniczymi płytki PCB w czasie lutowania na fali, powoduje rozpuszczanie miedzi i przenikanie do stopu we wannie. Takie zjawisko zwiększa procentowy udział miedzi w stopie lutowniczym i zmienia parametry lutowia.
Standardy przemysłowe określają maksymalny poziom zanieczyszczeń, jaki może wystąpić w danym rodzaju stopu lutowniczego. Stosując procesy lutowania oparte o tygiel lub wannę, należy okresowo badać poziom zanieczyszczeń w stopie lutowniczym.
Ograniczenia prawne
Stop zawierający ołów ma negatywny wpływ na zdrowie osób, które mają z nim kontakt w procesie produkcji. Dodatkowo złomowana elektronika zawierająca stop ołowiu jest jednym z powodów zanieczyszczenia wody metalami ciężkimi. Te zagrożenia spowodowały zmiany w prawodawstwie wielu państw. Główne regulacje prawne:
RoHS Unia Europejska
Dyrektywa RoHS[4] została przyjęta przez Unię Europejską i weszła w życie 1 lipca 2006 roku jako Dyrektywa 2002/95/WE. Zakres jej zastosowania obejmuje szeroki spektrum produktów elektronicznych, w tym urządzenia AGD, sprzęt komputerowy, telefony komórkowe, sprzęt telekomunikacyjny, elektronikę przemysłową, zabawki elektroniczne i wiele innych.
Główne substancje objęte zakazem w ramach RoHS to ołów, rtęć, kadm, chrom sześciowartościowy, brom w postaci organicznych związków, a także pewne ftalany. Ołów jest jednym z najbardziej szkodliwych pierwiastków i był szeroko używany w przemyśle elektronicznym jako składnik lutów.
21 lipca 2011 roku weszła w życie dyrektywa 2011/65/EU, określana jako RoHS2. W porównaniu do poprzedniego dokumentu RoHS2 nie tylko rozszerzyła zakres objętych produktów, ale również nałożyła nowe obowiązki na producentów, takie jak przygotowywanie deklaracji zgodności z UE i umieszczanie znaków CE na gotowych produktach. Dyrektywa zawiera także aneksy, w których wyszczególniono grupy produktów objętym wyjątkami.
RoHS Chiny
W Chinach obowiązuje regulacja znana jako China RoHS [5], która ma na celu kontrolę używania niebezpiecznych substancji w produktach elektrycznych i elektronicznych. China RoHS I została wprowadzona w 2006 roku, a jej zaktualizowana wersja, China RoHS II, obowiązuje od 1 lipca 2016 roku.
China RoHS II obejmuje Produkty Elektryczne i Elektroniczne (EEP), które muszą spełniać limity substancji niebezpiecznych, takich jak ołów, rtęć, kadm, chrom sześciowartościowy, polibromowane bifenylo (PBB) i polibromowane difenyloetery (PBDE), chyba że znajdują się na Liście Wyjątków. Wszystkie produkty importowane do Chin muszą być oznaczone, aby wskazywać, czy są zgodne z wymogami dotyczącymi substancji niebezpiecznych.
USA
W Stanach Zjednoczonych nie ma przepisów federalnych ograniczających stosowanie ołowiu (w roku 2023). Istnieją jednak regulacje na poziomie stanowym, np. w Kalifornii. Dlatego elektronika produkowana na rynek USA nadal może być (ale nie musi) oparta o lutowanie ołowiowe.
Zalety lutowania ołowiowego
- Niska temperatura topnienia (około 183°C) pozwala na lutowanie przy niższych temperaturach niż dla typowych stopów bezołowiowych. To znacząco redukuje stres termiczny dla komponentów.
- Niższa temperatura topnienia stopu ułatwia jego stosowanie, zwłaszcza w przypadku lutowania ręcznego oraz lutowania komponentów o dużej masie termicznej, które są trudne do rozgrzania.
- Mniejszy koszt energii elektrycznej potrzebnej do podgrzewania stopu.
- Powierzchnia lutowanego połączenia jest błyszcząca i łatwa do oceny podczas kontroli jakości.
- Stop ołowiowy jest stosowany od samego początku procesu lutowania elektroniki, co pozwala na zachowanie znanego poziomu niezawodności. To ma duże znaczenie w niektórych krytycznych aplikacjach.
- Nie występuje zjawisko wąsy cynowe (ang. tin whiskers)., które może mieć miejsce w stopach bezołowiowych.
- Jest tańszy niż popularne stopy bezołowiowe i nie wymaga dodatku srebra.
Wady lutowania ołowiowego
- Toksyczność: Zawiera ołów, który jest szkodliwy dla osób lutujących. Wdychanie oparów lutowania ołowiowego lub narażenie na kurz lutowy może powodować poważne problemy zdrowotne. Ołów może się gromadzić w ludzkim ciele przez lata.
- Negatywny wpływ na środowisko: Elektronika podlegająca recyklingowi może uwolnić ołów do wody, co stanowi zagrożenie dla zdrowia ludzi i całego ekosystemu.
Podsumowanie
Stopy ołowiowe są stosowane w lutowaniu od początku produkcji elektroniki i mają szereg zalet technologicznych oraz niezawodnościowych, ale niestety mają dużą wadę związaną z negatywnym wpływem na zdrowie i środowisko. Stosowanie lutowania ołowiowego jest obecnie stopniowo ograniczane. W zakładach, gdzie stosuje się zarówno lutowanie ołowiowe jak i bezołowiowe, należy zadbać o to, aby nie pomieszać materiałów oraz nie stosować tych samych narzędzi (np. grotów lutownic) do obu rodzajów stopów.
Stosowanie stopów ołowiowych powoli odchodzi do lamusa, jednakże znajomość podstaw omówionych w tym artykule będzie przydatna niezależnie od stosowanego materiału do lutowania.
Niezaleznie od wybranego stopu ołowiowego, należy zadbać o adekwatny topnik. Dla lutowania rozpływowego należy także dobrać poprawny profil lutowania SMT, a dla lutowania na fali profil lutowania THT.
Przypisy
- EN ISO 9453:2020
- IPC J-STD-006
- K. Sweatman. Fact and fiction in lead-free soldering. Global SMT & Packaging. April 2006
- https://environment.ec.europa.eu/topics/waste-and-recycling/rohs-directive_en
- http://www.cesi.cn/rohs/page/index.html
