


Wprowadzenie
Stopy bezołowiowe na dobre zdominowały procesy lutowania w przemyśle elektronicznym. Przejście z połączeń ołowiowych na bezołowiowe to rezultat zmian prawnych, takich jak unijna dyrektywa RoHS. Warto pamiętać, że stopy ołowiowe w lutowaniu są nadal stosowane, jednakże w ograniczonym zakresie.
Niniejszy artykuł przedstawia główne aspekty związane ze stopami bezołowiowymi w lutowaniu elektroniki.
Rodzaje stopów bezołowiowych
Stopy bezołowiowe w przemyśle elektronicznym są określone między innymi w normie EN ISO 9453 oraz w standardzie J-STD-006. Te spoiwa różnią się między sobą składem, gdzie głównym pierwiastkiem jest cyna (Sn) domieszkowana takimi elementami jak miedź (Cu), srebro (Ag), bizmut (Bi), nikiel (Ni) i inne. Celem jest uzyskanie określonych temperatur topnienia, odpowiednich właściwości mechanicznych oraz akceptowalnej ceny.
Lutowie typowo jest dostępne w formie drutów, płaskowników oraz past do lutowania SMT. Druty do lutowania ręcznego zazwyczaj zawierają topnik.
Wybrane stopy bezołowiowe, jakie najczęściej możemy spotkać w elektronice to:
Cyna, srebro, miedź
Stopy składające się z cyny, srebra i miedzi to bardzo często stosowane materiały. Te spoiwa są często określane jako "SAC" co jest skrótem od symboli zastosowanych pierwiastków SnAgCu. Obecnie (2023), bardzo popularny stop to SAC305 (Sn96.5Ag3.0Cu0.5), którego temperatura topnienia wynosi 217-220°C[1]. Inne rzadziej spotykane warianty to głównie: SAC405 oraz SAC387.
Ciekawostka: Stop SAC387 jest "niemal eutektyczny"[2], o temperaturze topnienia 217°C[1,2]. To lutowie jest zalecane do wymagających aplikacji, o wysokiej niezawodności. Idealne do lutowania na fali, bardzo dobrze wypełnia otwory THT i pozostawia błyszczące połączenia lutowane. Oczywiście ten stop jest droższy od SAC305 z powodu większej ilości srebra tj. 3.8% w SAC387 w porównaniu do 3% w SAC305.
Cyna, miedź, srebro, inne
Stopy o niskiej zawartości srebra, określane mianem "Low-SAC" lub "SCA" (SnCuAg), to materiał o niższej cenie niż tradycyjny SAC305. Minusem tego rozwiązania jest mniejsza wytrzymałość mechaniczna utworzonych połączeń lutowanych. Tego typu spoiwa mogą być więc stosowane do standardowych komercyjnych produktów, gdzie nie ma specjalnych wymagań pod kątem niezawodności.
Typowy stop w tej kategorii to Sn99Cu0.7Ag0.3. To spoiwo jest tańszą alternatywą dla SAC305, gdyż zawiera tylko 0.3% srebra (SAC305 zawiera 3% srebra). Temperatura topnienia wynosi 217-227°C[1].
Możemy także spotkać stop SACX0307 (Sn-Ag0.3Cu0.7) firmy Alpha. SACX0307 zawiera niewielką domieszkę innych pierwiastków, które reprezentuje litera "X" w nazwie stopu. Domieszki zmniejszają utlenianie się cyny oraz poprawiają płynność spoiwa, zbliżając jego parametry mechaniczne do klasycznego SAC305.
Cyna, miedź
Stopy Cyny z miedzią. Przykładowe spoiwo to Sn99.3Cu0.7, gdzie zawartość miedzi wynosi 0.7%. Temperatura topnienia wynosi 227°C, więc jest to stop eutektyczny[1,2].
Stopy w tej grupie mogą charakteryzować się większą tendencją do rozpuszczania miedzi z wyprowadzeń komponentów i PCB (ang. Copper Disolution), szczególnie wtedy, kiedy są stosowane w górnych zakresach zalecanej temperatury lutowania.
SN100C
SN100C (Sn99.25Cu0.7Ni0.05Ge) to stop eutektyczny, o temperaturze topnienia 227°C. Zawiera cynę, 0.7% miedzi, 0.05% niklu oraz 0.01% germanu. Charakteryzuje się błyszczącymi połączeniami lutowanymi podobnie jak połączenia cyna-ołów. Ma niski stopień rozpuszczania miedzi w czasie procesu lutowania i jest bardziej wytrzymały mechanicznie niż stopy ołowiowe czy też SAC305[3].
Dodatek niklu zwiększa płynność stopu i redukuje tendencję do powstawania mostków lutowniczych. Dodatek germanu poprawia właściwości lutowia w taki sposób, że łatwiej odpływa nadmiar lutowia z połączenia lutowanego do wanny, co jeszcze bardziej redukuje występowanie mostkowania. Dodatkowo german zmniejsza formowanie żużlu cyny oraz ułatwia zwilżanie[4].
SN100C został opracowany i opatentowany przez Nihon Superior i stosowany w przemyśle od 1999 roku. Obecnie prawa patentowe na ten materiał wygasają, więc pojawiają się zamienniki. SN100C może być mieszany z SAC305 w czasie ręcznego lutowania, korekt itd. bez pogorszenia niezawodności połączeń lutowanych[3].
Cyna, bizmut, miedź, nikiel
To wysokiej klasy stopy. Dodatek bizmutu (Bi) w niewielkiej ilości podnosi wytrzymałość zmęczeniową lutowia. Dodatkowo stopy mogą być domieszkowane germanem (Ge), co redukuje utlenianie się cyny.
Przykładowy stop to SN100CV (Sn-Bi1,5Cu0,7Ni) opatentowany przez Nihon Superior i oferowany przez Balver Zinn. Wg producenta, wytrzymałość zmęczeniowa tego lutowia jest o około 30% większa w porównaniu do "zwykłego" SN100C oraz przekracza wytrzymałość popularnego stopu SAC305[5].
Stopy eutektyczne
Nazwa "eutektyczny" pochodzi od greckiego "eutektos", co rozumiemy jako "łatwo topliwy".
Stop eutektyczny to mieszanka metali, gdzie temperatura topnienia i krzepnięcia jest taka sama. Jednocześnie jest to najniższa temperatura topnienia danego spoiwa.
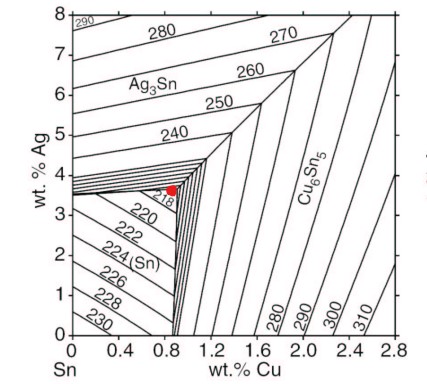
Poniższy rysunek przedstawia wykres fazowy cyna-srebro-miedź (Sn-Ag-Cu) gdzie został zaznaczony punkt, w którym skład stopu jest eutektyczny. Spoiwo jest eutektyczne, kiedy zawiera 3.5%Ag +/- 0.3%Ag i 0.9%Cu +/-0.2%Cu [6]. Te parametry zostały później zawężone do 3.57%Ag +/-0.05%Ag, 0.9%Cu +/- 0.04%Cu[7] a temperatura topnienia wynosi 217.2°C +/- 0.2°C[6,7].
Stop SAC387 (Sn95.5Ag3.8Cu0.7) jest dość blisko potwierdzonego punktu eutektycznego, więc jest "prawie eutektyczny", tak jak to ujmuje standard J-STD-006[2].
Wygląd
W porównaniu do lutowania na bazie ołowiu większość stopów bezołowiowych ma charakterystyczny wygląd, zwykle mniej błyszczący i z większym kątem zwilżania. Ta różnica wizualna może wpływać na kontrolę połączeń lutowanych w przemyśle elektronicznym. W zależności od rodzaju stopu bezołowiowego oraz od warunków krzepnięcia wygląd powierzchni może się znacząco różnić.
Kąt zwilżenia został omówiony w artykule o podstawach lutowania w elektronice.
Więcej o zjawisku zwilżenia można przeczytać w artykule: Lutowanie - brak zwilżenia.
W stopach bezołowiowych mogą wystąpić zjawiska takie jak skurcze lutowia oraz podniesienie lutowia. Są to stany dopuszczalne wg standardu IPC-A-610.
Co to jest stan dopuszczalny wg standardów IPC? Zapoznaj się pojęciem stany dopuszczenia wg IPC.
Zanieczyszczenia w stopie
Stopy bezołowiowe mogą ulec zanieczyszczeniu innymi pierwiastkami, co może zmieniać ich właściwości mechaniczne i temperatury topnienia. Zanieczyszczenia mogą pochodzić z różnych źródeł, takich jak sprzęt do lutowania lub materiały, które są lutowane. Bardzo ważne jest monitorowanie poziomu zanieczyszczeń, aby utrzymać poprawne parametry spoiwa. Normy przemysłowe określają maksymalne dopuszczalne poziomy zanieczyszczeń dla każdego rodzaju stopu bezołowiowego.
Typowym problemem jest wzrost poziomu Cu, który jest spowodowany rozpuszczaniem miedzi z lutowanych płytek PCB z pokryciem OSP, wyprowadzeń komponentów oraz z pobielania miedzianych przewodów i lutowania kabli. Wzrost ilości miedzi w stopach SAC powoduje podnoszenie się jego temperatury topnienia, co w rezultacie znacząco utrudnia proces lutowania.
Redukcja nadmiernej ilości miedzi w lutowiu polega na okresowym dodawaniu do wanny specjalnego stopu niezawierającego miedzi, np. SAC300. Takie działanie pozwala na utrzymanie poziomu tego pierwiastka w określonych granicach. Niezależnie od dodawania SAC300, skład stopu znajdującego się w wannie agregatu lutującego należy okresowo badać pod kątem zanieczyszczeń.
Zgodność z przepisami
Zastosowanie stopów bezołowiowych w lutowaniu urządzeń elektronicznych jest związane z wprowadzeniem zakazu używania ołowiu i innych niebezpiecznych pierwiastków. Przykładowe, ważniejsze regulacje prawne:
RoHS w Unii Europejskiej
Dyrektywa 2002/95/WE dotycząca ograniczenia substancji niebezpiecznych (RoHS) weszła w życie 1 lipca 2006 roku. Wprowadziła ograniczenie stosowania ołowiu i innych pierwiastków, głównie w elektronice konsumenckiej. Następnie 21 lipca 2011 roku weszła w życie dyrektywa 2011/65/EU, określana jako RoHS2. Nowa regulacja rozszerzyła zakres objętych produktów oraz dodała nowe obowiązki dla producentów pod kątem deklaracji zgodności i oznaczenia wyrobów.
RoHS w Chinach
Chiny mają własną wersję RoHS, znaną jako China RoHS. Od 1 lipca 2016 obowiązuje nowa wersja określana jako China RoHS2.
USA
W USA nie ma federalnych przepisów ograniczających stosowanie ołowiu w elektronice (stan na 2023 rok). Jednak niektóre stany, takie jak Kalifornia, mają swoje regulacje dotyczące ograniczenia ołowiu w elektronice.
Zalety lutowania bezołowiowego
- Znacząca redukcja negatywnego wpływ lutowania na zdrowie pracowników wykonujących ten proces.
- Brak ołowiu eliminuje jego przenikanie do gleby i wód gruntowych. To niebagatelne znaczenie dla dobra ludzkości i całego środowiska naturalnego.
Wady lutowania bezołowiowego
- Dużo większy koszt stopu, szczególnie w przypadku spoiwa o dużej zawartości srebra.
- Wyższa temperatura procesu lutowania podnosi stres dla komponentów elektronicznych, co może redukować ich żywotność. Generalnie znakomita większość elementów jest obecnie przystosowana do lutowania w podniesionej temperaturze, więc ten aspekt nie jest już tak krytyczny, jak w poprzednich latach.
- Większe koszty energii elektrycznej, z racji wyższej temperatury lutowania.
- Szybsze zużycie sprzętu do lutowania.
- Ryzyko pojawienia się wąsów cynowych.
Podsumowanie
Lutowanie bezołowiowe stało się standardem przemysłowym ze względu na zgodność z przepisami dotyczącymi ochrony środowiska i korzyściami zdrowotnymi. Rynek oferuje wiele rodzajów stopów bezołowiowych, których temperatury topnienia oraz parametry mechaniczne mogą się znaczenie różnić. Dobór odpowiedniego spoiwa ma więc kluczowe znaczenie dla kosztów procesu oraz niezawodności uzyskanych połączeń lutowanych.
Oprócz odpowiedniego stopu, należy zadbać o właściwy topnik. W przypadku lutowania rozpływowego należy także dobrać optymalny profil lutowania SMT, a dla fali profil lutowania THT.
Przypisy
- EN ISO 9453:2020
- IPC J-STD-006
- https://aimsolder.com/sites/default/files/sn100c-sell-sheet.pdf
- https://aimsolder.com/sites/default/files/the_effect_of_germanium_additions_on_sn100c.pdf
- https://www.balverzinn.com/en/lote-reader/sn100cv-en.html
- K.Moon, ... ,Experimental and Thermodynamic Assessment of Sn-Ag-Cu Solder Alloys, JEM no.29, 2000
- https://www.nist.gov/publications/ternary-eutectic-sn-ag-cu-solder-alloys
